
Pubblichiamo un’altra esercitazione di ingegneria meccanica che ci è stata inviata, sperando che possa essere utile agli studenti. Questa esercitazione sull’asportazione di truciolo è collegata con la precedente esercitazione della fonderia.
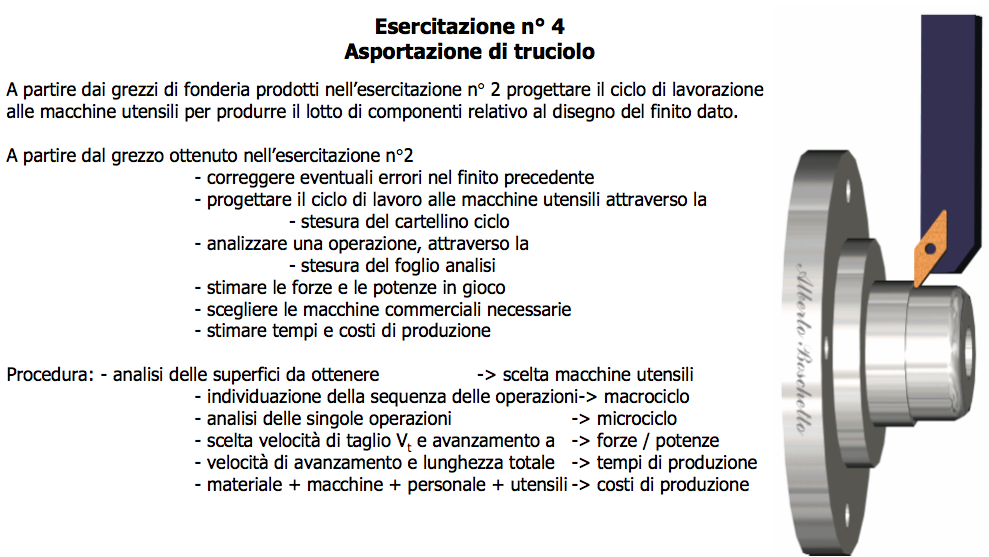
SCELTA MACCHINE E UTENSILI
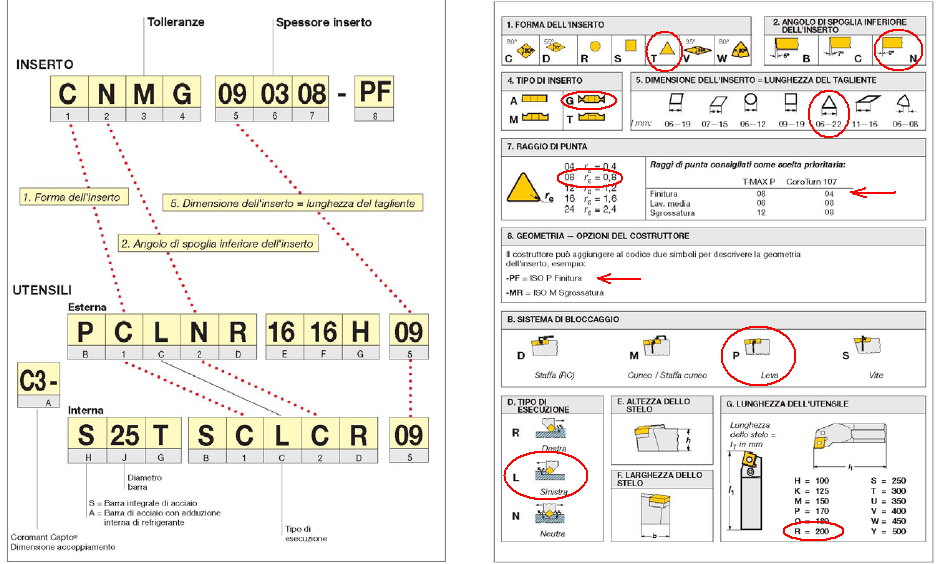
Per una lavorazione esterna di finitura nelle zone a rugosità 1.2 utilizzeremo: un tornio ALPHAEAGLE 200 HT sistema di attrezzaggio COROTURN RC® con inserto TNMG0808-PF e utensile PTLN1616R08.
Avendo scelto come materiale del nostro coperchio flangiato un acciaio alto legato ricotto P03.11 (vedi tabella TORNITURA: parametri di taglio) avrò:
- Pressione di taglio Ks= 2500 N/mm2
- Durezza Brinnel HB= 200;
- Velocità di taglio vt= 330 m/min 5,5 m/sec
Per ottenere una rugosità di 1.2 dovrò imporre un avanzamento molto lento stabilendo un affondamento a giro ap = 0,4 mm ( 0,3-1,5 mm).
CALCOLO DEI PARAMETRI DI TAGLIO
Per calcolare l’avanzamento a giro ideale rispettando finiture e rugosità pari a 1,2 utilizzo al formula di Schmalzl:
dove: Ra è la rugosità desiderata e r è i raggio di raccordo del tagliente pari a 0,8mm. Sostituendo i valori conosciuti otterrò un avanzamento a giro fn=0,03 mm.
Posso ora calcolarmi la sezione del truciolo:
La forza di taglio e potenza di taglio:
![]()
Di conseguenza possiamo immediatamente calcolare la forza di repulsione e la forza di avanzamento:
![]()
TEMPI E COSTI DI LAVORAZIONE
Velocità di rotazione:
giri/sec = 729 rpm
Numero di giri da compiere:

= 1408 giri
Tempo necessario:

= 26,7 inserti
il tagliente dell’inserto ha una durata di 15 minuti il nostro inserto possiede 3 taglienti quindi:
26,7/3 = 9 inserti x 3€ = 18 € (costo totale degli inserti per la lavorazione)
Costo attrezzaggio: 45€
Volume asportato dei sovrametalli e degli angoli di sformo = 27726 mm3 = 0,000027726 m3
Peso materiale asportato:
Costo acciaio: 2€/Kg
Costo materiale asportato per ogni singolo pezzo: 0,43€
Costo materiale asportato per 200 pezzi : 86,5€
Costo personale:

Potenza assorbita dal macchina : 33 kW
Tempo di funzionamento della macchina: 6 ore e 30 minuti circa
Costo funzionamento macchina: 4.32€
COSTO TOTALE: 287€
A seconda di diversi parametri potremmo effettuare un’operazione di sgrossatura del getto prima ancora della finitura.
Il processo successivo sarà effettuare una foratura lungo l’asse di simmetria del pezzo e i 4 fori del nostro coperchio flangiato.
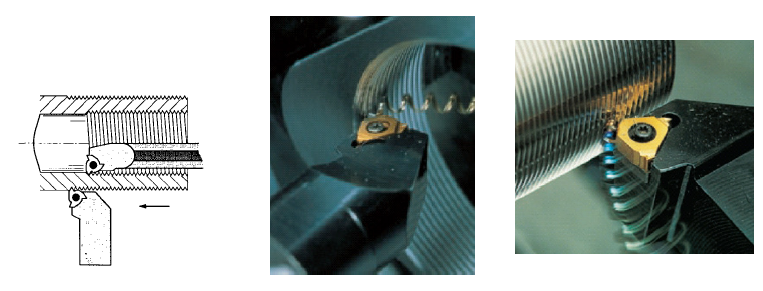
In seguito verrà effettuata una lavorazione interna per asportazione di truciolo al fine della realizzazione della gola interna e della filettatura.
Ovviamente dovremo utilizzare un utensile da tornitura interna S33.6TSTLCR0622 cambiando inoltre gli inserti sia per la lavorazione della gola e sia per la filettatura (vedi foto).
Infine si effettuerà, a scelta del progettista, un’alesatura al fine di correggere lievemente il diametro e l’assialità dei fori.

Approssimando al meglio i calcoli effettuati per la tornitura esterna con quella interna, la foratura, la tornitura e l’alesatura, ipotizzando che queste operazioni presentino lo stesso prezzo del precedente, avremo il costo di processo di fabbricazione pari circa a : 1350€ (considerando anche le successive ed eventuali lavorazioni di rifinitura del lotto di pezzi).
Ho fatto dei calcoli per conto mio circa la formula di Schmalzl per la rugosità media Ra. Se avete pazienza di seguire tutto il video, sarei curioso di avere una vs. opinione:
https://youtu.be/YZB2WZldwFk
(il video è in lingua inglese).
Grazie